
Разрабатываемое приспособление должно:
· повысить производительность;
· облегчить труд;
· обеспечить удобство и безопасность при железнении.
Порядок проектирования приспособления
Порядок проектирования приспособления следующий:
а) Составление технического задания на проектирование.
В задании указывают наименование приспособления, краткую характеристику условий работы и необходимую производительность.
б) Выбор баз и составление схемы приспособления.
По чертежу детали устанавливают базовые поверхности, которые могут быть использованы для крепления или фиксации приспособления.
в)Эскизная компоновка приспособления.
Геометрические размеры приспособления не могут быть выбраны интуитивно. Каждый размер должен быть найден из расчетов на прочность. При определении размеров приспособления также учитывают необходимость простоты, удобства обслуживания и других факторы.
г) Придание технологичности конструкции приспособления.
Основой технологичности конструкции приспособления является простота конструктивных форм его деталей. В целях обеспечения экономичности обработки целесообразно пользоваться при конструировании деталей наиболее простыми поверхностями – цилиндрическими и плоскими.
д) Выполнение технических расчетов.
е) Составление рабочих чертежей деталей и оформление сборочных чертежей.
ж) Технико-экономическая оценка конструкционной разработки.
В качестве конструкторской разработки представлено приспособление для монтажа детали в ванне железнения, эскизная компоновка и конструкция которого представлена на рисунке 1.
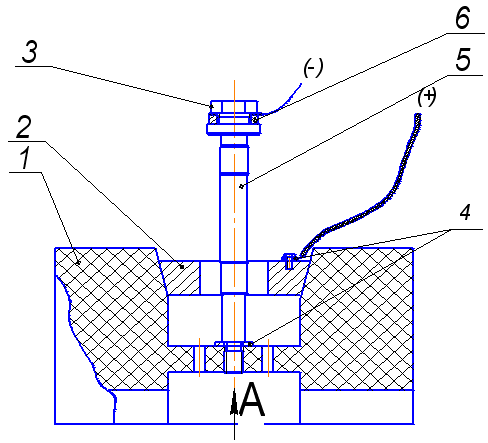
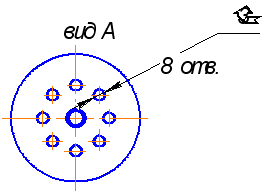
Рисунок 1. Эскизная компоновка приспособления
1- Стойка; 2- анод; 3- гайка; 4- шайба (3шт.); 5- деталь; 6- втулка.
Приспособление предназначено для монтажа восстанавливаемой детали в ванне железнения. Представляет собой токонепроводящую стойку (1), которая служит для фиксации детали (5) и ее центрации. Стойка имеет отверстия для обеспечения циркуляции электролита. Анод (2) ставится во внутреннюю конусную поверхность стойки (1), благодаря чему обеспечивается центрация анода относительно детали. Анод на несколько миллиметров сверху и снизу перекрывает деталь, чтобы обеспечить полное наращивание поверхности.
На рисунке 2 показано приспособление в ванне для железнения, в котором видно как электролит циркулирует.
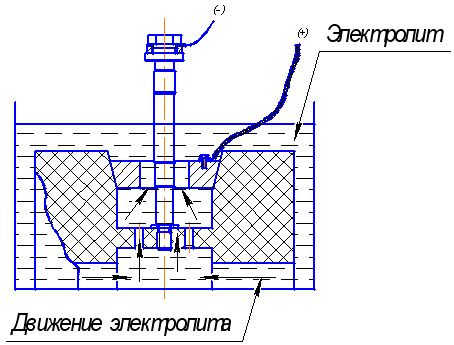
Рисунок 2. Приспособление в ванне для железнения.
Другое по теме:
Определение неисправностей тормозной системы автомобиля с помощью стенда диагностики тормозной системы
Тормозная система является
одной из важнейших систем автомобиля. Ее необходимо своевременно
диагностировать и осматривать. При диагностике тормозных систем автомобилей
сначала выполняют диагностику. Позволяющую оценить техническое состояние
тормозной системы автомобиля в целом по значени ...
Организация локомотивного депо станции Боготол Красноярского края
Локомотивное хозяйство обеспечивает
перевозочную работу железных дорог тяговыми средствами и содержание этих
средств в соответствии с техническими требованиями. В состав этого хозяйства
входят основные локомотивные депо, специализированные мастерские по ремонту
отдельных узлов локомотиво ...
Проект таксомоторного АТП на 290 автомобилей
Поддержание автомобилей в технически исправном
состоянии в значительной степени зависит от уровня развития условий
функционирования производственно-технической базы АТП, представляющих собой
совокупность зданий, сооружений, оборудования, оснастки и инструмента,
предназначенных для технич ...